粉末涂料的静电喷涂自20世纪60年代进入应用领域,越来越受到人们的青睐,尤其是随着对环境保护要求的日益提高,各国对挥发性有机化合物(VOC)排放量的规定日趋严格。
做为一种100%固体份的粉末涂料,具有涂装效率高、防护性和装饰性好等特点,受到了大家的广泛重视,从而获得了持续快速发展,在很多领域大有替代油漆等挥发性涂装材料的趋势。
随着行业的发展,粉末涂料下游厂家喷涂行业对粉末涂料的要求也越来越高。除去涂层的性能,施工性和美观程度成了喷涂行业对粉末的第一印象,就是粉末“好不好用”和“流平好不好”等。
这就对粉末涂料的生产工艺提出了更高的要求,其中粒径和粒径分布是极其重要的质量指标,直接影响粉末的流动性、稳定性、带电性、涂膜外观、喷涂效率和粉末利用率,进而直接决定了粉末涂料“好不好用”。
粉末涂料粒径是指不规则形状粒子的平均直径,经过ACM磨出来的粉末颗粒大小不一,呈现一个分布,具体来讲粉末涂料粒径和分布对施工性有如下影响:
1)影响粉末的上粉性能:粉末过粗或者过细都会导致粉末不易上粉,粉末过细(<10μm)会因为不带电而不上粉,粉末过粗(>70μm)会因为重力远大于库仑力而不上粉;
2)会影响涂层厚度和流平性:一般来讲,粉末粒径小了有利于涂膜的流平,对与平均粒径为D的粉末来讲,所需喷涂的厚度h介于(2D~3D)之间才能得到流平较好的涂层;
3)影响粉末稳定性:粉末细粉量(10μm以下)越大,粉末稳定性越差,即粉末粉末易吸潮、结团等,进而会导致堵塞喷枪、吐粉等不良现象;
4)影响粉末的利用率:粉末平均粒径过细,或细粉(10μm以下)含量过高时,细粉不容易回收利用;
5)影响某些纹理粉的纹理大小:如砂纹粉的细腻程度与粉末粒径有直接的关系,某些内加纹理剂的皱纹,龟纹或网纹品种的纹理大小也受粒度的影响。
由此可见,粉末涂料的粒径和分布状态直接影响了粉末涂料的带电性、上粉率、稳定性、涂膜的流平、涂膜厚度和纹理大小,是影响其涂装施工性能的重要技术指标。如何控制粉末涂料的粒径分布,尽量让最大粒径变小,并且控制超细粉末含量,变得越来越重要。
下面我们从粉末涂料配方、主副磨转速、喂料速度、磨堂温度、引风大小和旋风分离器、粒子形状等角度对影响粉末涂料粒径和分布的因素进行了分析和探讨。
01、研磨筛选参数控制
磨机粉碎是粉末涂料生产过程中重要的一道工序,它把经过挤出机熔融挤出、压片、破碎的小料片,通过ACM磨,磨成粉末状,粉末粒子经过旋风分离、过筛,最终达到合格的成品。
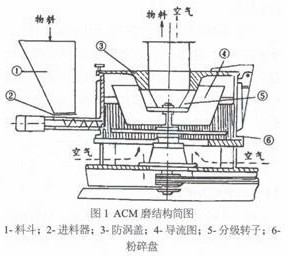
粉末涂料的粒径及粒度分布能否满足要求,首先取决于所用粉碎设备。目前我国粉末涂料行业大都采用ACM磨粉碎系统。ACM磨具有结构紧凑、分级效果好、颗粒形状近似于球形、产量高等特点,是一种较理想的粉末涂料粉碎设备。
其结构简图见图1,ACM磨是控制粉末粒度的关键设备,一般控制好螺旋加料器的喂料速度、主磨副磨(分级)转速和旋风分离器密封性,就可以得到比较理想的粒径和分布。
1、ACM主副磨参数
主磨磨盘上装有磨柱,料片在磨体内被高速运转的磨柱撞击,并相互撞击,进而被粉碎成粉末状,由撞击作用和离心力,被粉碎的粉末颗粒撞击到磨体内壁上,加上有自下而上的气流作用,转移到磨盘上部,被带入分级机叶片上进行粒度分级。
在分级过程中,大颗粉末所受到离心力作用大,被甩向磨体内壁继续进行粉碎,细颗粒被空气流所夹带,通过分级机带出磨体,经旋风分离器分级过筛。
磨盘的线速度的快慢会直接影响粉末粒径,线速度过快粉末颗粒撞击的力度、次数就大,粉末粒径就会太细;线速度过慢粉末颗粒撞击的力度、次数就越少,粉末粒径就会太粗,同时也会增大磨机阻力。
副磨叶片与磨体盖之间的间隙的大小也会影响粉末粒径,间隙大,粉末粒子在分级过程当中容易走短路,所以粗粉就会多;间隙小,超细粉、微粉就会多,所以我们要控制好间隙,一般在2-3mm比较合适。
副磨转速快慢会直接影响粉末的粒径,由于受离心力的影响,副磨转速快,粒径稍粗的粉末颗粒不容易向上经过分级,粉末的粒径就细,副磨转速慢粉末的粒径就粗。所以我们生产过程中必须根据不同客户和粉末类型的粒径要求,调整好相应副磨转速。
2、喂料速度
喂料速度直接影响了同一时间磨堂内的物料多少,也直接影响了料片在磨堂中停留时间的多少,喂料速度越快,主磨转速对粉碎细度影响越大,分级转速对粒度分布的控制起决定作用。
3、磨堂温度
旋风分离器:粉末粒子通过气流输送到旋风分离器进行气固分离,在旋风分离器中形成旋涡气流,风速下降,使粉末粒子不断地在内壁碰撞分离,达到粒径要求的粉末通过旋转阀(也称锁风阀)输入到旋转筛进行筛分,最后得到合适粒径的成品。
超细的粉末粒子分离后被带入微粉收集器,这部份粉末就是我们所说的超细粉。旋转阀的严密性对旋风分离器的效率影响很大,漏风过大会破坏旋风分离器的气体流动,影响分离效率而且会导致粉末粒径偏细,超细粉含量明显增多。
引风机:粉末的细粉碎是以风为载体,所以风量大小会直接影响粉末粉碎的效果。风量过大粗粉就多;过小细粉就多,粉末温度也高。
引风机的风门调整板可以调整风量大小,我们根据进料速度快慢、粉末粒度粗细和引风机电流负荷大小进行调节。当风门关上时引风机的电流最小;风门打开时电流会增大,磨机系统漏风越大风机的电流也会随之增大。平时我们可以根据引风机电流大小来判断磨机系统是否漏风,确保系统处于正常稳定状态。
当旋转阀(包括旋转阀)以上任何部位漏风、脉冲袋堵塞、磨机进风口过滤网堵塞等多会降低风量,增大磨机负荷,造成粉末粒度范围太宽,超细粉增多。所以当旋转阀、旋风分离器、风管接头等部位漏风厉害时,我们会发现微粉特别多,所以在生产过程中要及时观察,保证各部位不要漏风。
02、粉末涂料配方组成
粉末涂料配方一般由成膜物,颜料,填料和助剂组成,在实际生产中发现,成膜物类型和填料含量对所生产粉末的粒径和分布影响比较大,成膜物的类型和填料的含量能直接影响经过熔融挤出的料片在室温下的韧性,韧性越大,越不容易破碎,即通常所说的“不好磨”,经过同一类研磨筛选系统时,越是“不好磨”的料片,所得到的平均粒径接近的粉末中细粉(<10μm)量就越少:
1、成膜物
目前较为常见的成膜物有纯聚酯型,环氧聚酯型,和纯环氧型,经过熔融挤出后的料片在室温下有着不同的柔韧性(塑性),一般纯环氧型较脆,环氧聚酯型次之,而纯聚酯型柔韧性最好,而且同样是TGIC固化的纯聚酯体系中不同种类的聚酯也有不同的柔韧性。
2、填料含量
填料量也直接的影响料片的脆性,填料量越大,料片越脆,越容易破碎,进而越不容易得到粒径分布集中的粉末。随着填料量的增加,料片更容易破碎,所得到的粒径分布就越不集中,其中的细粉含量就也随着填料的增加而显著增加。分析认为是填料的加入,降低了料片的柔韧性,进而料片在受力时特容易粉碎。
3、料片温度
料片温度也直接影响着研磨效率和粒径分布,生产时一般要求料片实际温度达到30℃以下,这样有利于研磨效率,也对粒径分布和粉末粒子的形状为类球形有好处。温度过高时进行研磨,会造成“锯齿边”等,而且容易造成电流过载。
综上,粒径和粒径分布对粉末涂料施工性和性能都有很大影响,在实际生产中可以通过研磨参数和涂料配方组成来调整。
研磨参数方面,可以通过调整主副磨转速、风压、风量来调整粒径和分布,进而保证生产效率和粒径分布的均衡。
配方方面,可以通过选用不同柔韧性的聚酯,调整填料的添加量,达到粒径分布、性能和成本的一个均衡。
 (0)
(0)